A new millennium – and a new business plan

As the last millennium drew to a close, Returpack’s offices were located at Söder Mälarstrand in Stockholm. There were eight people on the team, and the deposit system was firmly established. Many of the earlier challenges, such as the initial resistance from retailers, had already been overcome. At the outset, retailers were often reluctant to accept sticky returned bottles and cans at their shops. But that had completely shifted – retailers now actively wanted to accept bottles and cans. In fact, consumers almost demanded it – they wanted to be able to return their bottles and cans in all the shops they used. Recycling had simply become part of everyday life in Sweden.
In those days, Returpack was an administrative unit that was entirely dependent on the strategic decisions made by breweries and convenience stores. But now it was time for Returpack to take control by redefining its core business. This was an extensive project comprising a number of stages:
It took almost a decade to roll out the business plan. Over that time, Returpack evolved from an administrative unit into a core organisation with far greater control over its operations.
Returpack also made the effort to loosen retailers’ grip on the return machines. The idea was to pay for the machines and ensure there were plenty of them in place. Owning the machines itself allowed Returpack to eliminate the high fees that were being paid to retailers. That ambition, however, has still not been fully realised.
The first step in the business plan focused on how deposit money moved through the system.
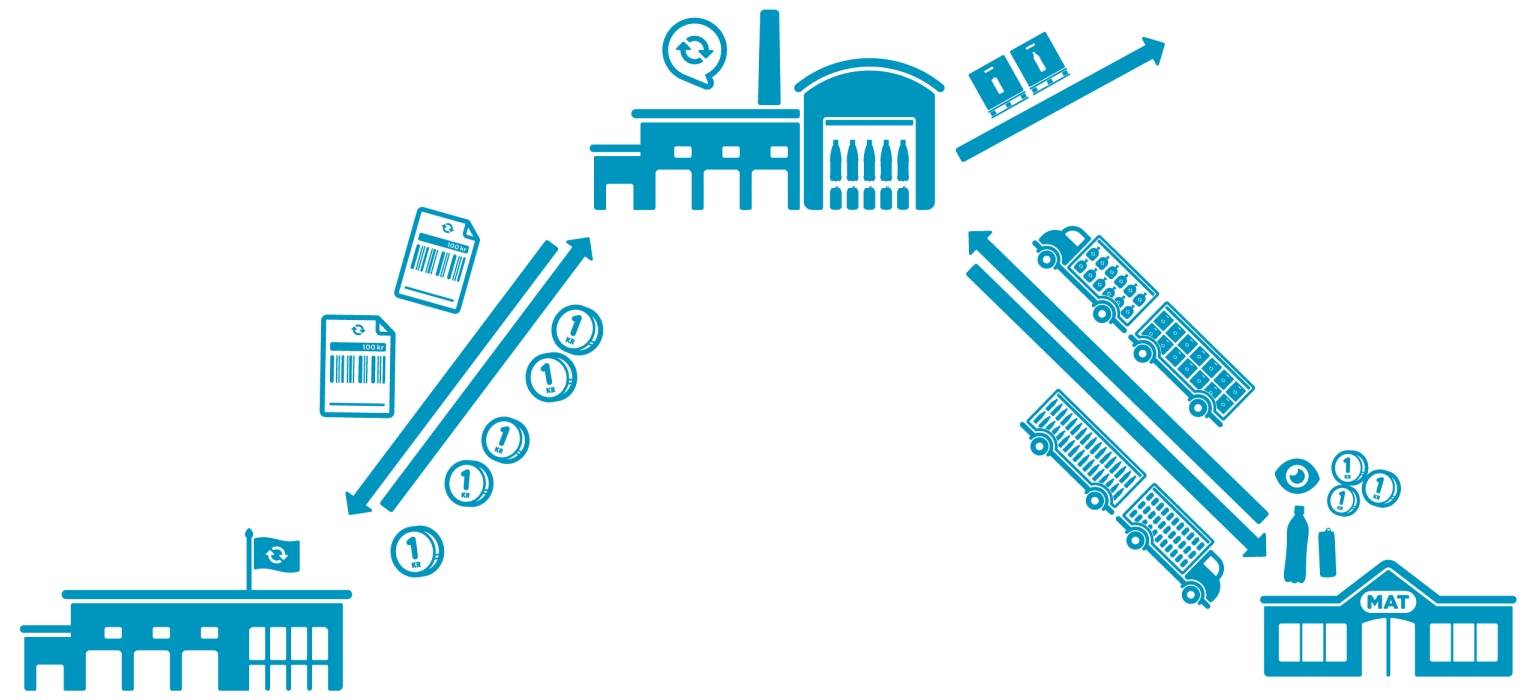
When breweries delivered fresh drinks to shops, they collected all the empties at the same time. Drivers recorded the value of deposits owed for cans and PET bottles. Back at the brewery, office staff worked out how much should be credited to each shop on the next invoice.
The breweries then billed Returpack on a monthly basis for the deposits that they’d paid to the shops. The brewery collected the empty bottles and cans before sending the cans to a melting plant and the PET bottles to a recycling facility in Germany. That was how things had always been done.
Part of Returpack’s role was to reconcile the weights reported by breweries with the amounts billed to Returpack. But this method resulted in considerable losses with regard to PET bottles, sometimes approaching 20 per cent, as small bottles were “accidentally” counted as large ones.

Work on a new approach began in 2000 with the introduction of direct crediting. This approach meant that Returpack would pay deposits directly to retailers, thereby cutting breweries out of the loop. Instead, deposit machines would record exactly what had been returned.
There was no off-the-peg direct crediting solution available, so the system had to be built from the ground up. Norway offered a useful reference point as they already had a system in place, but their version wasn’t quite right for us. This ended up becoming a major project for Returpack, with teams of five to ten people involved in getting the system up and running. It took about three years to develop the first version. Accessing data from all 5,000 machines presented a challenge, as these were owned by retailers and not Returpack. Following the transition, Returpack was able to work alongside machine suppliers and gain control of the data. This improved accuracy and cut out unnecessary waste.
The new system also dealt with deliveries and what was to be invoiced. It provided Returpack with a much clearer overview of breweries and importers, who now had to report how much packaging they were introducing to the market. The system also monitored all machine activity. Imported cans no longer presented a problem. Previously, large volumes of containers outside the deposit system had been processed without being accounted for. Collectively, these were important factors that helped Returpack to start earning significant revenue. Another advantage was that all fraud was more or less eliminated. There had been many examples of customers trying to return the same cans over and over – in one case, a particular container was recorded a thousand times in a single machine. The new system would immediately flag this up.
There was plenty of interest from other countries, and Returpack went on to license the system to the Netherlands and Estonia. The system has continued to evolve over time, but the same basic principles still apply.

The next step in the business plan was to build a dedicated facility for handling cans and PET bottles. The initial plan at the time of approval was to have two factories, one near Stockholm and one not far from Gothenburg, but this was later scaled back to a single site. Norrköping was well positioned in terms of logistics and the local authority was highly supportive, helping with everything from practical arrangements and offering conference facilities to suggesting construction companies. In the end, the decision was an easy one – Returpack would relocate to Norrköping.

The company had been based at its Stockholm office for years, but now everything needed to be relocated to a site 160 kilometres away. The move took place in stages to keep disruption to a minimum.
Construction of the new facility began in 2003, though it took another two years for production and logistics to be fully operational. Administrative functions remained in Stockholm during that time.
When the Norrköping factory was up to speed, the office followed. All staff were offered the opportunity to relocate, with training and support available to anyone who wanted it. Only a few people chose to commute, and many senior staff were approaching retirement. This meant that much of the organisation had to be rebuilt from scratch.
The Motala River runs through the city, but following the railway towards Händelö for a few kilometres brings us to the site chosen for the new Returpack facility. At the time, Norrköping had been hit by a series of closures. Both Posten and Ericsson had recently shut down, resulting in the loss of more than a thousand jobs – so the arrival of Returpack was very welcome.

The new factory was ready to start operations on 6 October 2003. Even at just a third of its intended capacity, the initial team of eight operators struggled to keep up. Returpack was forced to hire agency staff, effectively doubling the workforce.
At that time, all deposit packaging turned up in boxes or sacks. The boxes caused quite a few problems. A different box size was needed for the conveyor belts in the factory, but many shops were still using the old ones, so for a while two different sizes were being delivered. This meant a lot of manual handling for factory workers. On top of that, plastic bottles had to be sorted by hand initially as the sorting machine wasn’t scheduled to arrive until November. Luckily, the factory hadn’t been designed to operate at full capacity from the outset. Production was ramped up gradually, reaching full capacity six months later.
“Staff often encountered some fairly unpleasant sights when opening the bags. There was often quite a bit of food waste to deal with...”
In those early days, working in the factory could be quite stressful. Trucks queued up outside, and the floor space was constantly being taken up with new boxes. And it wasn’t just the boxes that caused issues – staff often encountered some fairly unpleasant sights when opening the bags. There was often quite a bit of food waste to deal with, such as rotten meat and chicken. Returpack had to make it clear to customers that household waste wasn’t to be mixed in with deposit packaging. Nowadays, working in the factory is much more pleasant and a lot a less stressful.

The Returpack factory has evolved over time and been upgraded on a number of occasions. Staff are used to trialling new solutions so that improvements can constantly be made. There aren’t many comparable operations to learn from, so resourcefulness is key.
The process flows in the factory move quickly. What comes in one day is processed and sent out the next, which means that any issues have to be dealt with straight away to avoid backlogs building up.
The biggest change came in 2008, with the switch to bulk collection. This led to a clearer separation between plastic and aluminium handling, and more sorting machines were introduced for plastic. The volume of boxes gradually declined after the change, and by around 2011 staffing could be reduced to two shifts.
However, before bulk flow was fully up and running, an important step had already been taken in PET recycling.

Recycling plastic wasn’t profitable in the early years. No Swedish companies were able to handle the plastic flakes, so the material had to be sold abroad.
It was time to move forward with the next part of the business plan. As soon as the factory was up and running, the search began for a partner to handle all PET bottles.
Up to that point, the process had been straightforward: Returpack sorted the flattened bottles and compressed them into bales. These were then sold to companies that processed them into flakes and turned them into new bottles. But this wasn’t a profitable venture. Buyers were based elsewhere in Europe, which meant added costs.
Finding a partner willing to establish a presence in Sweden became a priority – both to reduce transport costs and for environmental reasons. In the end, the German company Cleanaway chose to build a factory in Norrköping, right next to Returpack. The company later became known as Veolia.
This made life easier for factory workers. Instead of loading bales onto trucks for shipment to various buyers, factory workers could just use a fork-lift truck to transport the bales across to the adjoining site.
Eliminating transport costs in this way allowed Returpack to save SEK 20 million every year, and handling PET bottles became a profitable part of the business.
Upgrading the PET sorting machine became necessary around this time. In Germany, Returpack found a machine that was capable of separating coloured PET bottles from clear ones.

At the factory, separating coloured bottles from clear ones is essential. Only clear (i.e. transparent) plastic, along with light blue bottles, can be recycled to make new bottles. Sorting plastic isn’t a simple task, though, and some clear bottles inevitably end up among the coloured ones. Previously, this affected almost half of them,
but improvements to the sorting facility in 2018 reduced that figure to 8 per cent. Coloured bottles are recycled too, but these can’t be used for new food-grade bottles – instead, they’re turned into products such as cable ties and other plastic items.
Plastic is sorted using cameras. When plastic is exposed to infrared light, each colour gives off a different wavelength response which can be used for sorting. The same technique can also be used to sort by material type rather than colour.
In 2015, plastic sorting was relocated to optimise factory space. This coincided with a need to handle bottle caps as well. Most caps were already loose, having separated from bottles during compaction in the deposit machines. These caps had previously been sent for incineration, but factory workers began to separate the loose caps as they could be sold to companies that used the recycled plastic. Caps aren’t made from the same material as bottles – a different type of plastic is used, usually HDPE or PP.
In 2015, fruit syrup bottles were added to the deposit system. No changes to the factory were needed as a result, but this did coincide with reorganisation of the flow and the purchase of new sorting machines. Some juice bottles were made of plastics other than PET, so the factory had to be ready for this.

The next step in the business plan presented a major challenge. The time had come for Returpack to take over responsibility for collecting cans and PET bottles from shops. Up to that point, breweries had handled collections using their delivery trucks – they were heading back to the brewery anyway, so it was no trouble for them to take the returned packaging with them.
When Returpack relocated to Norrköping, the breweries still planned collections and transported all the material. Returned packaging was transported in boxes and sacks. Breweries delivered new beverages to shops and took returned cans and bottles back to their depots, before then transporting them on to Norrköping. It was thought that there’d be no need for a transport organisation at Returpack, but volumes increased as transport flows began to change and the department grew. This was partly down to higher consumption – people were simply drinking more, which meant more packaging that needed to be recycled. It was also linked to the shift away from reusable PET to recyclable PET. Reusable PET bottles were rigid and designed to be refilled. They didn’t pass through the Returpack factory at all. Instead, breweries collected, washed and refilled them.
As the volume of returned packaging grew, so did the workload at the factory. Summer became the peak period, with operations running across five shifts. The steadily rising volumes also pushed up logistics costs. It also became increasingly difficult to secure enough transport capacity during the busiest months. In the summer, around 40 trucks and trailers per day could be unloaded at the factory, and it could often take up to an hour to unload each one. Nowadays, it takes just ten minutes to unload a 160-cubic-metre bulk truck, even though it carries three times as much.
In 2004, a project was launched to trial the use of compactor trucks for collecting deposit packaging from shops – what would later become known as bulk collection. The results showed that it would make sense for Returpack to switch to this type of collection, from both a practical and a financial perspective. Even so, it took another five years before the change was fully implemented – the board needed convincing, the factory had to be rebuilt, shops had to replace all their load carriers, and a major procurement process for new suppliers had to be completed. The “bulk” system began to be rolled out in 2009, and all 21 areas were up and running within two years.

Returpack had now made the switch from a manual system to a bulk flow. All PET bottles and aluminium cans returned to shops were emptied straight into the truck – a standard compactor truck, similar to those used for household refuse. PET bottles accounted for 60 per cent of the volume, aluminium cans for 40 per cent.
The compactor trucks were fitted with specially adapted lifting equipment so that they could empty containers both from ground level and from loading bays. Many shops changed the container types that they used behind their deposit machines, switching from sacks and cardboard boxes to large plastic bins. All the compressed cans and bottles were collected in these bins and then emptied into the truck. The bins were then returned to the store and reused. To avoid confusion with regular refuse collection, the trucks were given a distinctive livery which made it clear they were transporting valuable material rather than waste.
Once they’d completed their routes, the compactor trucks then continued to one of a number of intermediate storage facilities around the country. From there, large-volume trucks (160-cubic-metre chip trucks) were loaded and the material was transported on to the factory in Norrköping. At the factory, the trucks were unloaded by tipping sideways – bottles and cans fell into pits that fed directly into production. This basic logistics setup is still used today.
The shops now needed new load carriers and new handling and storage methods. Empty packaging was now stored in bins and emptied into the trucks. At first, Returpack hoped that stores would make the switch to bulk voluntarily, but it soon became clear that more support was required. The concept had to be properly introduced and explained, so Returpack set up a working group that travelled between shops and acted as advisors. They presented the changes that were needed and assessed the conditions at each shop.
Today, almost all returned packaging arrives in bulk form, but there are exceptions. For instance, some clubs and associations still return bags filled with deposit containers.
These have to be handled manually at the factory. The bags are opened and emptied onto conveyor belts, where the containers are counted and sorted. This work is carried out at the factory by Samhall – they have four people on site who also make sure the areas around the conveyors are kept clean and tidy.
A small proportion of returns from shops still arrives in cardboard boxes. These tend to come from shops that are difficult for Pantamera’s compactor trucks to reach – those in densely built-up urban areas or on islands in the archipelago, for example. As access improves, more and more of these shops will be able to switch to bulk collection.

By the mid-2010s, environmental issues had become much more prominent. Discussions around emissions and climate impact were now central – both within Returpack and in society in general. As the only operator of its kind, Returpack had the opportunity to test new approaches – and help lead the way for others.
Returpack turned its attention to the future of transport. What fuels might be used? It was no longer reasonable to rely on diesel simply because it was the cheapest option. Returpack wanted to find a way to run all transport operations on fossil-free fuels – for a better environment.
This meant taking greater control over how transport was planned. Traditionally, haulage companies were paid per kilometre driven, with little regard for the type of fuel used. Returpack began developing specifications for every part of the transport process – from trucks, engines and fuel to the structure of framework agreements with transport providers.
In those days, knowledge of fossil-free transport was still limited within the industry. Returpack therefore became one of the first customers to set these kinds of expectations.
Using eco-friendly fuels represented a major shift for Returpack’s transport company in Norrköping, but since then, they’ve converted their entire fleet and now run exclusively on fossil-free fuels. In this way, Returpack has helped drive a broader transition towards more sustainable transport.
“As a result of Bulk 2.0, 95 per cent of Returpack’s volumes were transported using fossil-free fuel and the number of kilometres driven was reduced by a third”
In 2014, it was time to plan a new procurement process for collection from shops. This marked the launch of the Bulk 2.0 project, with a focus on greater control over flows and improved environmental performance. The use of fossil-free fuel was defined as a requirement in the procurement process, and a dedicated transport function was established.
The first Pantamera truck running on fossil-free fuel came into service in 2015. It then took another two years for other hauliers to make the switch. Using fossil-free fuel was new territory for many – though not for everyone. In Skåne, for example, several operators were already using RME diesel, and there was even a gas-powered truck in Örebro. Returpack had already been exploring different options and had begun using fossil-free fuel for long-distance transport. Staff attended seminars and networking events to build up knowledge. By the time a new procurement round came up, Returpack’s logistics team was ready for the shift – even if the hauliers weren’t quite there yet. To bridge that gap, Returpack enlisted the help of Energifabriken in Linköping. They didn’t just supply fuel; they also acted as a knowledge partner and offered to install fuel tanks at haulage depots – vital at a time when public filling stations for fossil-free fuels were still few and far between.
As a result of Bulk 2.0, 95 per cent of Returpack’s volumes were transported using fossil-free fuel and the number of kilometres driven was reduced by a third. It was also important to tailor fuel choices to local conditions. Some hauliers had access to nearby production facilities that made certain fuels more viable. This meant HVO biodiesel in some cases, while electricity or gas was often a better fit in urban areas.
Returpack set ambitious environmental targets: operations were to be climate-neutral by 2030, and all transport was to be completely fossil-free five years earlier.
During Bulk 2.0, the focus was largely on HVO diesel, but over time this shifted towards biogas and electricity. By 2024, Returpack had achieved its goal of 100 per cent fossil-free transport.


Now that several years have passed since the coronavirus pandemic, it’s easier to see how it influenced people’s use of the deposit system. 2020 and 2021 were affected by the pandemic, and people bought more beverages than before. Many people were working or studying from home, so more drinks were consumed there as well.
Pantamera’s surveys show that people are better at returning containers consumed at home than those used “on the go”. This was clearly reflected during the pandemic in 2021, when return rates rose. It simply became easier for people to return more of their packaging.

Under normal circumstances, Swedish return rates are affected by cross-border trade with Norway. Many Norwegians take the opportunity to buy drinks in Sweden and take them home. As a result, a large proportion of the packaging never returns through the Swedish system.
But this pattern changed during the pandemic: sales of beverages increased, although cross-border trade with Norway had largely ceased. With the border closed, more packaging stayed within Sweden – and return rates rose accordingly.
There was also a change in collection patterns. Less packaging was returned from restaurants, cafés, festivals, concerts and similar events.
In 2022, after the pandemic, borders reopened and everyday life resumed. People returned to workplaces and public spaces, and this was reflected in the deposit return statistics. Eating out, travelling and socialising picked up again, and consumption patterns returned to normal. Deposit return rates fell slightly when the border with Norway opened, and also because more drinks were once again consumed on the go. Beverage sales have continued to increase.
The value of the deposit on aluminium cans and PET bottles was increased in 2025. This was the third increase in the history of the deposit system. Sweden already has high return rates, sitting just below the 90 per cent target. Thanks to information campaigns, good accessibility and various incentives, rates have continued to improve – but not enough to reach our goal. As a result, a decision was made to increase the value of the deposit.
Deposit levels in other European countries had risen, while Sweden’s had remained unchanged for fifteen years. So the time had come to make an adjustment.
The deposit on cans and small PET bottles increased from one to two kronor, and from two to three kronor for large bottles. The change attracted attention in both Swedish and international media – surprisingly, many people took an interest in the Swedish deposit system.
From September 2025, packaging with the new deposit values began appearing in shops. The transition takes time, and not all packaging can be updated at once, but all producers must have switched to the new labels by December 2026.
It’s important for shops to be compensated fairly for handling returns. The processing fee is paid per can and bottle, on top of the deposit, and covers the work involved in accepting and processing returned packaging.
A new model for calculating this payment was introduced in 2025. It builds on the previous model but incorporates updated data. Today, many shops have larger and more advanced deposit machines than before. The system as a whole has become more efficient – there are roughly the same number of machines, but they handle significantly greater volumes.
The processing fee is based on five cost categories: deposit machines, servicing, labour, premises and materials. Materials include items such as containers for returned packaging, receipt rolls, cleaning products and other consumables that shops need to process returns.
Developing the basis for these calculations was a major undertaking – they’re based on actual costs rather than estimates. Among other things, we carried out field studies in around 50 shops and held discussions with grocery chains and suppliers of deposit machines.
The introduction of kerbside collection will make it easier for people to recycle correctly. By 1 January 2027, all households must have access to recycling containers near their homes. Pantamera is supporting municipalities with information and new solutions to prevent deposit packaging from ending up in regular recycling bins.
It’s important for people to understand how the deposit system works, and why returning bottles and cans really matters. We’ve worked closely with municipalities to find practical ways of supporting the rollout of kerbside collection. Surveys have also been conducted to examine attitudes and behaviour regarding the deposit system. Understanding how this new collection method might affect the deposit system, both now and in the future, is key.
Our survey shows that one in six people always put their deposit packaging in with their regular recycling at home. Roughly the same proportion believe there’s no real difference between returning items via a deposit machine and recycling them. So people clearly don’t quite understand. This presents an opportunity for Pantamera, as many people would be likely to change their behaviour if they were better informed.
The findings also show that kerbside collection in itself doesn’t change how often deposit packaging ends up in regular recycling. This is true regardless of whether people live in houses or apartments. It largely comes down to habit – whether people are used to using deposit machines or not.

The deposit factory in Norrköping is constantly evolving. Today, 99 per cent of all material we receive is recycled – but we’re working towards a goal of 100 per cent. For instance, we’re looking at how we can collect and recycle labels and other residual fractions.
Bottle caps are separated and follow their own process within the factory. Today, they’re recycled into products such as waste bins, cable drums and other types of caps that aren’t used for beverage bottles. Since 2023, we’ve also been able to recycle a proportion of the labels, and 100 tonnes of label material are now sent for recycling each year – material that would previously have been lost to incineration. The labels are made of plastic and are used to manufacture plastic pipes.
The aim is that by 2027, all bottle caps will be recycled into new caps. They’ll form their own circular flow, in the same way as PET bottles and aluminium cans. This will reduce environmental impact by saving energy and reducing the need for virgin materials. The challenge with bottle caps is that they come in different colours, so effective sorting at the factory is essential.
Levels of heavy metals in the process water have increased since we began washing bottle caps at the factory. These come from printing inks and other substances present in the material. Before leaving the site for municipal treatment, the water also passes through Returpack’s own treatment system.
Of course, it’s essential to ensure that our wastewater emissions remain within permitted limits. We previously used sand filtration to treat our water, but a more advanced system was required to handle higher levels of heavy metals and meet potentially stricter limits in future. After careful research, we settled on a system based on ultrafiltration, which involves circulating the water through a fine-mesh filter.
The new system was introduced in autumn 2025, and excellent results were already being shown during the initial running-in period. The new treatment system reduces heavy metal content and allows the water to be reused multiple times, rather than relying on fresh water. It also provides better control over the process, making it easier to maintain stable performance over time.
Every year, we handle around 27,000 tonnes of aluminium and a similar amount of PET.
That equates to 12.8 million deposit containers passing through our facility every working day – but there’s still capacity for much more. Volumes continue to rise year on year, and further increases are expected due to the higher deposit levels. When Norway raised the value of its deposit, return rates increased by 3 per cent.

This section provides an overview and lists some key milestones. You can also read about deposit systems in other countries, as well as some of the amusing mishaps along the way.
The arrival of aluminium cans in Sweden coincided with the emergence of our environmental movement. The government tasked Returpack with creating a deposit system to allow cans to be recycled. Read or watch the video to find out more.
Today, the deposit system is part of our everyday lives. Information is provided here on how all the various elements fit together – deposit machines, logistics, recycling and marketing.
There was a lot to think about when the deposit system was first introduced. All aspects of Returpack had to work properly, while deposit machines had to be developed and people’s awareness of the deposit system had to be raised.
How have the various elements of the deposit system developed over the years? This section covers topics such as aluminium, plastic and deposit machines.
Find out more about the move to Norrköping, the development of the factory and the need for new logistics, as well as other exciting developments
